Resilient Control & Instrumentation Systems
Solutions for today’s energy security needs, vision for tomorrow’s next generation designs
Resilient Control & Instrumentation Systems (ReCIS) research is centered on developing components, programs, systems, and individuals for any application that requires monitoring, control, and human interaction. External peer review and advisory committees made up of academic, R&D, and customer organizations provide independent and ongoing review of the strategy.
")

In this informal forum, people are not required to provide a documented presentation, but instead to share the nature of their research and interests and to possibly include some interesting stories along the way.
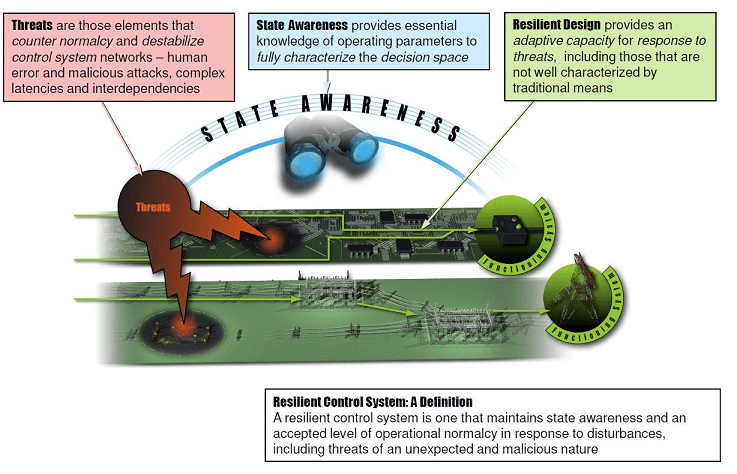
There is a preeminent objective of corporate and government organizations for a comprehensive understanding of the security and safety of critical infrastructure, or state awareness. Enabled by this paradigm shift is the move from reactive to proactive control of plants, and mechanisms by which the evaluation and verification of designs is considered from design through implementation, resilient control systems.
Research Areas
ReCIS hosts a multidisciplinary team of more than 50 scientists and engineers who specialize in three technology areas
Control System Cyber Resilience
Specialized sensors and sensing systems that are designed to monitor critical infrastructure and withstand demanding environments such as next-generation nuclear power plants and harsh environments for non-nuclear applications.
Intelligent Automation
On-line condition monitoring and prognostics, observational platform design, and advanced supervisory and predictive controls for reliable, efficient and safe operation of industrial and nuclear facilities.
Human Systems
Research to advance human-centered design and operation of complex systems, considering the human interaction with the process in its various forms, including visual, audible and touch.
Facilities
ReCIS has a range of research facilities and test beds dedicated to sensors, control and intelligent systems research.
Human Systems Simulation Laboratory

System Integration Laboratory

Resilient Control Systems Laboratory

Projects

Role-based, Cyber-Physical State and Context Awareness

Adaptive and Agile Resilience Control Architectures

Infrastructure Trustworthiness Assessment & Proactive Control

Intelligent Cyber Detection & Feedback Mechanisms
Intelligent Automation
We are designing and developing predictive and advanced automation mechanisms in existing test facilities, whose concepts will be applied to next generation hybrid energy production designs. Intelligent automation research can lead to methods that couple multiple processes to ensure the safest and most efficient production.
System Integration Laboratory

A combination of connected assets that can be reconfigured to research specific topics related to technology grid-integration and hybridization. The constituents of SIL include several lab environments operated to assess several technology-specific questions. A few of the assets include low and high power electric vehicle service equipment, a microgrid with multiple generation and electrical storage assets, high temperature electrolyzers, and thermal loops capable of emulating the heat profiles from thermal power plants. These technologies are integrated through digital real time simulators and grid emulators to enable hardware testing during emulated normal and off-normal grid conditions.
Control System Cyber Resilience
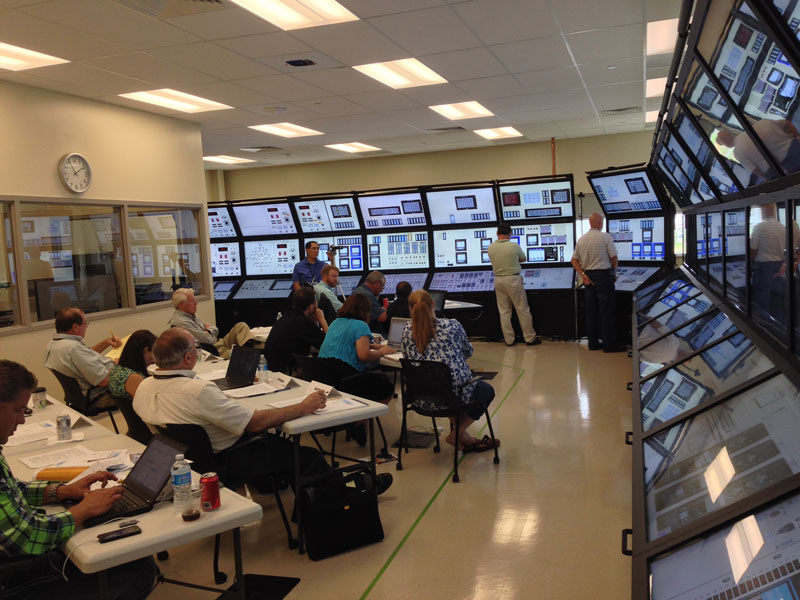
As instrumentation and control systems become more complex, so does the relationship between human operator and the system. Resilience finds its basis in the understanding and predicting of human behavior. INL researchers have long studied this issue and continue to examine ways to improve safety and security by producing better, more user-friendly designs. A reconfigurable control room test bed allows researcher to test performance and implement the latest in sensory and visualization design based on state of the art process simulation.
Control System Security research and development covers a spectrum of monitoring and resilience technologies that provide additional cyber awareness of attack and resilient design mitigations to defend against compromise. Teams of control and security researchers form multidisciplinary teams to develop tools, perform assessments and training, and develop cutting edge products. This research complements the development efforts of programs that include the Industrial Control System Computer Emergency Readiness Team (ICS-CERT), funded by the Department of Homeland Security (DHS).
Cyber Awareness and Resilient Design
The R&D focus is on technologies to advance the state of the art within the area of cyber resilience, which requires a necessary paradigm shift to address the evolving threat. For cyber awareness, these include diverse, multilayered and potentially out-of-band indicators of cyber threat across the control system architecture. In addition, physical indicators of cyber compromise provide a well-understood baseline for operation. Holistically, these diverse indicators provide a trustworthy basis for quick identification and response by the human, providing more fidelity and less false positives in interpretation of cyber threat. In addition, they provide basis for more autonomous action by active defenses that include moving target design. Active recognition coupled with modification and obfuscation of the environment provides resilience to attack.
Resilient Control Systems Laboratory

Human Systems Integration
As instrumentation and control systems become more complex, so does the relationship between human operator and the system. Resilience finds its basis in the understanding and predicting of human behavior. INL researchers have long studied this issue and continue to examine ways to improve safety and security by producing better, more user-friendly designs. A reconfigurable control room test bed allows researcher to test performance and implement the latest in sensory and visualization design based on state of the art process simulation.
Human Factors, Controls and Statistics
The Human Factors, Controls and Statistics Department is an international leader in the application of scientific methods, techniques and tools to address the performance and operational challenges of mission-critical industries. The Department employs specialized methods and state-of-the-art data analysis and modeling tools to support diverse customers in mission-critical industries to improve their decision-making, operational performance, evaluation of technology options, reliability of humans and systems, and reduction of error.
Human System Simulation Laboratory (HSSL)
Human performance is the central theme in the research done in the HSSL. INL human factors researchers have extensive knowledge and experience of human performance in nuclear power operations and apply a wide range of human factors principles, methods and tools in solving practical and emerging problems in the energy sector. A large part of the HSSL is devoted to the study of human performance in a near-realistic operational context.
Publications & Patents
Frequently Asked Questions
What is a resilient control system

What are critical infrastructures (CIs)?
Why are critical infrastructures (CIs) important?
What are some examples of critical infrastructures (CIs)?
What is security and resilience?
Some of our Team
Control Systems Cyber Resilience
Robert Ivans
Research Areas:
Control System Security
Brian Johnson
Research Areas:
Control System Security
Craig Rieger, Ph.D., PE
Research Areas:
Control System Security
Resilience Research Leads
Milos Manic
Research Areas:
Control System Security
Intelligent Automation
Shafiul Alam
Research Areas:
Intelligent Automation
Rojan Bhattarai
Research Areas:
Intelligent Automation
Fernando Gallego Calderon
Research Areas:
Intelligent Automation
Juan Gallego Calderon
Research Areas:
Intelligent Automation
Binghui Li
Research Areas:
Intelligent Automation
Timothy McJunkin
Research Areas:
Intelligent Automation
Tyler Phillips
Research Areas:
Intelligent Automation
Human Systems
Katya Le Blanc
Research Areas:
Human Systems
Ron Boring
Research Areas:
Human Systems
Ruixuan Li
Research Areas:
Human Systems
Torrey Mortenson
Research Areas:
Human Systems
Tina M. Miyake
Research Areas:
Human Systems
Johanna Oxstrand
Research Areas:
Human Systems